


Средство для полировки алмазным спреем
Если вы ищете в сети информацию по запросу 'средство для полировки алмазным спреем', скорее всего, наткнетесь на гору маркетинговых текстов, где все продукты 'революционные' и 'не имеющие аналогов'. На практике же, ключевое — не сам факт наличия алмазной суспензии в аэрозоле, а то, как она ведет себя на конкретном материале, от керамики до твердых сплавов. Многие заблуждаются, считая, что чем выше концентрация алмаза, тем лучше. Это не всегда так — иногда из-за агрегации частиц вы получаете не полировку, а царапины. Свои заметки я пишу, опираясь на опыт работы с материалами от разных поставщиков, включая продукцию с сайта ООО Цзинань Юньчэн Инструмент (https://www.jnyc17.ru). Эта компания, основанная в 2009 году в Цзинане, давно известна в кругах, связанных с аналитическим оборудованием и промышленными расходниками, и их подход к составам часто более прикладной, чем у чисто маркетинговых брендов.
Миф о 'универсальности' и почему это опасно
Часто вижу, как коллеги или клиенты покупают один баллончик алмазного спрея, ожидая, что он подойдет для всего: от доводки образцов для металлографии до финишной обработки оптики. Это грубая ошибка. Универсального средства для полировки алмазным спреем не существует в принципе. Состав дисперсионной среды, размер и форма алмазных частиц, наличие присадок — все это заточено под конкретную задачу. Например, для подготовки геологических шлифов используется один тип, где важна агрессивность, а для доводки прецизионных деталей из карбида вольфрама — совершенно другой, с упором на минимальный дефектный слой.
Помню случай на одном из машиностроительных предприятий: технолог решил сэкономить и использовал для финишной полировки керамических подшипников спрей, предназначенный для черных металлов. Результат — микротрещины на поверхности, которые были выявлены только под микроскопом после сборки узла. Партия ушла в брак. Проблема была не в качестве спрея как такового, а в его несоответствии материалу. Алмаз — алмазу рознь. Частицы с острыми гранями хороши для грубой обработки, но для финиша нужны скругленные, отборные фракции.
Здесь как раз имеет смысл обратить внимание на поставщиков, которые не просто торгуют химией, а сами вовлечены в разработку для лабораторного и промышленного сектора. Вот ООО Цзинань Юньчэн Инструмент как раз позиционирует себя как предприятие, ориентированное на R&D. Это не гарантия идеального продукта, но часто означает, что составы проходят апробацию в реальных условиях, а не только в рекламных проспектах. На их сайте можно найти спецификации, где указано не просто 'для металлов', а, например, 'для полировки никелевых сплавов после электролитического травления'. Это уже серьезный разговор.
Дисперсия и агломераты: невидимая проблема баллончика
Одна из главных головных болей при работе с любым алмазным спреем — стабильность суспензии. Казалось бы, купил, встряхнул, побрызгал. Но если производитель сэкономил на диспергирующих агентах или процесс производства не отлажен, алмазные частицы слипаются в агломераты. Эти комки, невидимые глазу, оставляют на образце глубокие борозды, сводя на нет всю работу. Проверить это просто: нанести немного спрея на чистое стекло и растереть. Под лупой будут видны 'гроздья'.
Работая с разными партиями, я выработал привычку всегда делать такой тест перед началом ответственной полировки. Бывало, что даже у проверенных брендов случались осечки. Интересно, что некоторые производители, включая упомянутую компанию из Цзинаня, в последнее время делают акцент на использовании ультразвуковой обработки при производстве суспензии. В описаниях их продуктов на https://www.jnyc17.ru иногда мелькают такие технические детали, что косвенно говорит о внимании к этой проблеме.
Еще один нюанс — пропеллент в баллончике. Некоторые составы на основе агрессивных газов могут вступать в реакцию с материалом образца или, что чаще, просто слишком быстро испаряться, не давая равномерно распределить алмаз. Идеальный вариант — когда спрей дает мелкодисперсный 'туман', который ложится ровной влажной пленкой. Добиться этого — целое искусство. Часто приходится регулировать расстояние до образца и давление на клапан, что приходит только с практикой.
Практика: от выбора фракции до расхода
Итак, с чего начать? Допустим, вам нужно отполировать образец из закаленной стали для микроструктурного анализа. Ключевой параметр — размер алмазных частиц, который обозначается в микронах или, что чаще, в единицах 'мкм' и 'грит'. Распространенная ошибка новичков — пытаться сразу перейти на финишную фракцию, например, 1 мкм, пропуская промежуточные этапы. Это не сработает. Нужна последовательность: скажем, 30 мкм -> 15 мкм -> 9 мкм -> 3 мкм -> 1 мкм. И для каждого этапа, строго говоря, нужен свой спрей или, как минимум, тщательная очистка поверхности и инструмента между переходами.
Расход — отдельная тема. Маркетологи любят писать про 'экономичный расход'. На деле, 'экономичность' часто достигается за счет слабой концентрации алмаза. Вы льете больше, чтобы добиться эффекта. Гораздо важнее показатель однородности нанесения. Лучше потратить немного больше состава, но получить гарантированно равномерный слой, чем сэкономить и потом переделывать работу из-за 'полосатого' образца. В этом плане спреи с тонкой регулировкой распылителя — настоящая находка.
В контексте практического применения, стоит учитывать и совместимость с полировальными тканями. Не каждый спрей хорошо работает с войлоком, некоторые предназначены исключительно для синтетических салфеток или специальных дисков. Эта информация редко выносится на первый план, но ее поиск сэкономит кучу времени. Просматривая ассортимент на сайте ООО Цзинань Юньчэн Инструмент, можно заметить, что они часто предлагают комплекты 'спрей + специализированные полировальные принадлежности'. Это разумный подход, который косвенно подтверждает, что они тестируют свои составы в связке с конкретными материалами для полировки.
Когда спрей не панацея: границы применения и альтернативы
Несмотря на удобство, средство для полировки алмазным спреем — не серебряная пуля. Для некоторых задач оно категорически не подходит. Например, для полировки очень мягких материалов (алюминий высокой чистоты, некоторые полимеры) алмазные частицы могут слишком глубоко внедряться в поверхность, создавая артефакты. Здесь лучше подходят оксид алюминия или коллоидный кремний в виде паст или суспензий на водной основе.
Еще один ограничивающий фактор — площадь поверхности. Для полировки больших плоскостей (скажем, плит) расход спрея становится неоправданно высоким, и логичнее использовать автоматизированные системы подачи жидкой суспензии. Спрей же идеален для лабораторной работы с небольшими образцами, для ремонтных мастерских, где нужно быстро подготовить поверхность для контроля, или для обработки сложноконтурных деталей, куда пасту не нанесешь.
Иногда сталкиваюсь с вопросом: а что дешевле — паста или спрей? Однозначного ответа нет. Паста часто выходит экономичнее в пересчете на грамм алмаза, но требует больше ручного труда для нанесения и риска неравномерного распределения. Спрей дороже, но дает более контролируемый и чистый процесс, особенно когда важна скорость и воспроизводимость. Выбор всегда за конкретной технологической задачей.
Взгляд в будущее: тренды и что стоит ждать
Что я вижу в развитии этой области? Во-первых, движение в сторону большей специализации. Уже появляются спреи не просто 'для металлов', а, например, 'для полировки керамики на основе диоксида циркония' или 'для удаления деформационного слоя после электроэрозионной обработки'. Это ответ на запросы высокотехнологичных отраслей. Производители, которые, как ООО Цзинань Юньчэн Инструмент, делают ставку на исследования и разработки, здесь будут в выигрыше.
Во-вторых, экологичность. Все больше внимания уделяется составу дисперсионной среды. Уходят агрессивные органические растворители, их место занимают более безопасные водно-гликолевые смеси или составы на основе растительных масел. Это важно не только для безопасности оператора, но и для утилизации отходов.
Наконец, интеграция с процессом. Умные баллончики с датчиками давления? Пока звучит футуристично. Но уже сейчас есть спрос на системы, где спрей является частью автоматизированной линии полировки, с точной дозировкой и контролем параметров нанесения. Возможно, следующий шаг — это не просто средство в аэрозоле, а готовое технологическое решение 'под ключ'. Пока же, выбирая средство для полировки алмазным спреем, стоит смотреть не на громкие слоганы, а на технические детали, отзывы практиков и репутацию фирмы, которая стоит за продуктом. Опыт, как всегда, остается главным критерием.
Соответствующая продукция
Соответствующая продукция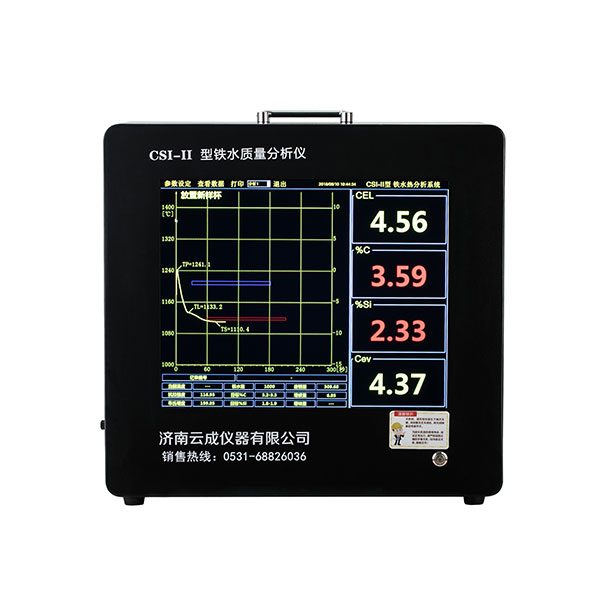




Самые продаваемые продукты
Самые продаваемые продукты-
 TM-2002C Беспроводная система измерения температуры плавления с большим экраном
TM-2002C Беспроводная система измерения температуры плавления с большим экраном -
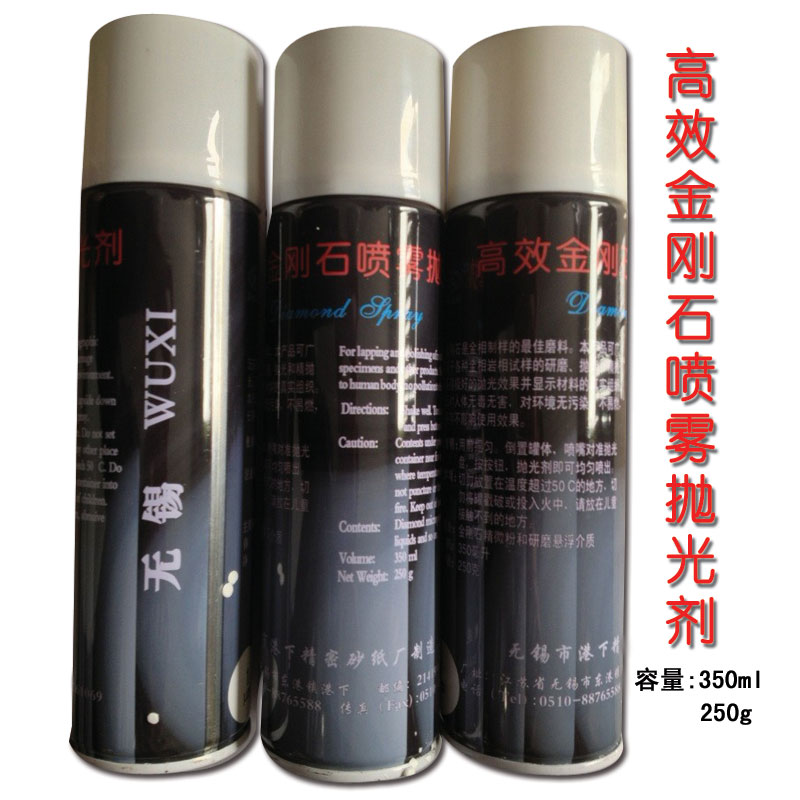 Алмазный спрей для полировки
Алмазный спрей для полировки -
 Металлографический отрезной шлифовальный круг
Металлографический отрезной шлифовальный круг -
 HRS-150 Цифровой твердомер по Роквеллу
HRS-150 Цифровой твердомер по Роквеллу -
 LMP-3S Двухдисковый автоматический шлифовально-полировальный станок
LMP-3S Двухдисковый автоматический шлифовально-полировальный станок -
 Q-80Z Автомат для резки металлографических образцов
Q-80Z Автомат для резки металлографических образцов -
 WDW-100G микрокомпьютерное управление электронная универсальная испытательная машина
WDW-100G микрокомпьютерное управление электронная универсальная испытательная машина -
 Q-2 Машина для резки металлографических образцов
Q-2 Машина для резки металлографических образцов -
 YC-500 Твердомер Лееба
YC-500 Твердомер Лееба -
 MHRS-150 Цифровой твердомер по Роквеллу
MHRS-150 Цифровой твердомер по Роквеллу -
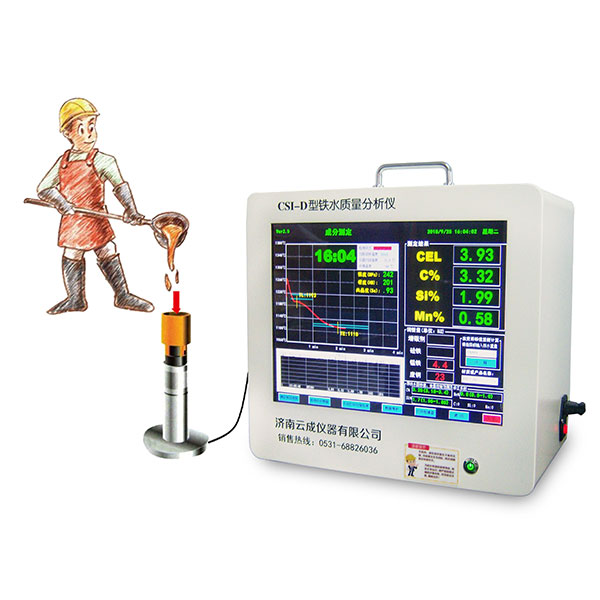 CSI-D Интеллектуальный анализатор углерода кремния марганца
CSI-D Интеллектуальный анализатор углерода кремния марганца -
 Фиксированная карбоновая чашка
Фиксированная карбоновая чашка
Связанный поиск
Связанный поиск- Термопара для замера температуры жидкого металла
- Дешевые плавления пирометр производителей
- Отличные пирометр железа основные страны-покупатели
- пресс испытательный малогабаритный
- Отличные дожигатель углерода и кремния основные страны-покупатели
- Завод по производству твердомеров роквелла
- Тринокулярный металлографический микроскоп uop um103i цена
- Производитель металлографического микроскопа mim 7
- Отличный беспроводной пирометр основные страны-покупатели
- Китай портативный пирометр плавления завод
Пожалуйста, оставьте нам сообщение
-


-


-



WeChat
