


Твердомер по металлу роквелла
Когда говорят про твердомер по металлу роквелла, многие представляют себе этакую волшебную коробку: нажал кнопку — получил число. И все. А потом удивляются, почему деталь с ?правильной? твердостью в работе ведет себя не так. Вот в чем загвоздка: сам прибор — это лишь половина дела. Вторая половина — это понимание, что именно ты измеряешь, как подготовил поверхность, и что означают эти пресловутые HRC, HRA или HRB в каждом конкретном случае. Часто вижу, как люди гонятся за супер-точностью в 0.1 HRC, но при этом кладут на столик деталь с забоинами или остатками окалины. Результат? Цифра есть, а смысла в ней — ноль.
От теории к практике: где кроются подводные камни
Взять, к примеру, выбор индентора и нагрузки. Казалось бы, все по стандарту: для сталей — алмазный конус, для более мягких сплавов — шарик. Но вот реальная история: получили мы партию пружин, нужно проконтролировать твердость после термообработки. Материал — легированная сталь. По привычке начали с алмазного конуса по шкале C (HRC). А показания прыгают, нестабильные. Стали разбираться. Оказалось, из-за специфики формы и малой площади контакта, индентор местами продавливал поверхностный упрочненный слой и ?проваливался? в более мягкую сердцевину. Перешли на шкалу A (HRA) с меньшей нагрузкой — картина стала гораздо более четкой и репрезентативной для поверхностного слоя. Это тот самый момент, когда слепое следование инструкции не работает, нужно включать голову и представлять себе структуру материала.
Еще один бич — калибровка и поверка. Прибор может быть самым дорогим, но если эталонные меры твердости давно не проверялись или сам механизм нагружения имеет люфт, все измерения летят в тартарары. У себя в лаборатории мы завели жесткое правило: перед каждой ответственной серией замеров — контроль по эталонному блоку. И не просто получить ?зеленый? значок на экране, а посмотреть на разброс. Если отклонение больше допустимого, ищем причину: может, столик нечистый, может, индентор поврежден. Кстати, про инденторы. Алмазный конус — вещь хрупкая. Одна микроскопическая сколотая грань — и все, прощай точность. Визуальный контроль под лупой перед работой — обязательный ритуал.
И конечно, подготовка поверхности. Шлифовка, полировка. Кажется, банальность. Но именно здесь чаще всего экономят время, а потом тратят его вдесятеро больше на переделки. Для точных измерений по Роквеллу поверхность должна быть не просто гладкой, а плоской и параллельной опорному столику. Иначе неравномерный контакт, перекос, искажение нагрузки. Особенно критично для тонких или длинных деталей. Приходилось использовать специальные кондукторы и подкладки, чтобы обеспечить правильное положение. Без этого даже самый твердомер по металлу роквелла от лучшего производителя будет врать.
Оборудование и доверие к цифрам
На рынке сейчас много предложений, от классических механических ?рычажных? моделей до полностью цифровых с кучей функций. У каждого типа свои плюсы и минусы. Механика — проще, надежнее, меньше электроники, которая может сбоить. Но требует большего внимания и навыка от оператора, особенно при считывании показаний со шкалы. Автоматика — быстрее, исключает человеческий фактор при съеме результата, часто сразу выводит данные на компьютер. Но она же и создает иллюзию полной простоты: мол, поставил деталь и забыл.
Работая с разным оборудованием, я пришел к выводу, что для цехового, регулярного контроля одной и той же номенклатуры изделий лучше подходит надежный автоматический или полуавтоматический твердомер по металлу роквелла. Он снижает усталость оператора и повышает стабильность. А вот для лабораторных исследований, нестандартных деталей или спорных случаев незаменима хорошая ручная или механическая модель. Она дает больше ?чувства? процесса. Видишь, как идет нагружение, иногда даже на слух можно уловить нюансы. Это непараметрический, но очень ценный опыт.
Что касается производителей, то здесь важно смотреть не только на бренд, но и на доступность сервиса, поверки, расходников. Прибор — инструмент для работы, а не украшение лаборатории. Он должен работать. Поэтому когда выбирали дополнительное оборудование для отдела контроля, обратили внимание на предложения от ООО Цзинань Юньчэн Инструмент. Компания, которая ООО Цзинань Юньчэн Инструмент была основана еще в 2009 году и специализируется на производстве аналитического и измерительного оборудования, вызывает больше доверия, чем просто торговый посредник. Важно, что они ориентированы на собственные разработки и производство. Это часто означает более продуманную конструкцию под реальные задачи и лучшую доступность запасных частей в долгосрочной перспективе.
Реальные кейсы: успехи и провалы
Расскажу про один провал, который стал хорошим уроком. Как-то поступила задача измерить твердость цементированного слоя на шестерне. Слой тонкий, около 0.6 мм. Использовали стандартную нагрузку по шкале C. Получили красивые, высокие значения HRC. Обрадовались, отправили деталь в сборку. А она в работе быстро вышла из строя, поверхность начала крошиться. При детальном анализе выяснилось, что при стандартной нагрузке индентор пробил цементированный слой насквозь, и мы измеряли, по сути, твердость более мягкой подложки. Показания были ?правильными?, но абсолютно не относящимися к тому свойству, которое нас интересовало. Пришлось срочно осваивать метод измерения по шкале A с малой нагрузкой и строго контролировать глубину внедрения. Теперь для подобных задач у нас отдельная методика.
А вот удачный пример. На производстве резьбовых шпилек периодически возникали нарекания по хрупкости. Твердость на готовых изделиях проверяли выборочно, и она была в допуске. Стали анализировать процесс глубже. Решили провести замеры не только на готовой шпильке, но и на каждой технологической операции: после высадки, после термообработки, после накатки резьбы. Использовали переносной твердомер по металлу роквелла с адаптером для криволинейных поверхностей. И выявили узкое место: после накатки резьбы в корне витков из-за наклепа возникали локальные зоны с повышенной твердостью, которые и становились очагами разрушения. Скорректировали режим накатки — проблема ушла. Это показало, что контроль твердости — это не только приемка, но и мощный инструмент для отладки технологии.
Еще один момент, о котором часто забывают, — влияние температуры. Не окружающей, а температуры самой детали. Пришел как-то в цех, оператор жалуется: ?Прибор чудит, утром одно показывает, после обеда — другое?. Стали смотреть. Оказалось, детали после шлифовки на другом участке привозили еще теплыми, почти горячими. Естественно, металл становится немного мягче, и твердость падает. Давали остыть до постоянной комнатной температуры — все возвращалось к норме. Пришлось прописывать в инструкции простейшее, но обязательное условие: выдержка детали в измерительной лаборатории не менее часа. Мелочь, а влияет кардинально.
Мысли о будущем метода Роквелла
Метод Роквелла — классика, проверенная десятилетиями. Он не самый точный в абсолютных значениях, если сравнивать, скажем, с Виккерсом, но его скорость, надежность и прямая связь с такими свойствами, как износостойкость или прочность на сжатие, делают его незаменимым в цеху. Думаю, его не вытеснят полностью даже современные ультразвуковые или динамические методы. Скорее, будет развитие в сторону интеграции: тот же твердомер по металлу роквелла становится частью автоматизированной линии, где он не только сам измеряет, но и принимает решение о браковке, собирает статистику и строит тренды для системы предиктивного обслуживания оборудования.
Для компаний вроде ООО Цзинань Юньчэн Инструмент, которые занимаются полным циклом от разработки до продажи, здесь открывается большое поле. Важно создавать не просто измерительные головки, а готовые решения, заточенные под конкретные отрасли: скажем, для арматурных заводов — устойчивые к вибрации и пыли модели с упрощенным интерфейсом, для авиационных лабораторий — прецизионные версии с расширенным набором шкал и встроенной логикой валидации результатов.
В конце концов, суть не в приборе как в железе. Суть — в достоверной информации о материале. И здесь опыт оператора, его способность критически оценивать условия измерения и интерпретировать цифры в контексте реальной задачи, останется ключевым фактором. Машина покажет число, а человек должен понять, что за этим числом стоит. Или не стоит. Вот это и есть главная работа с твердомером по металлу роквелла.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 XQ-2B Машина для инкрустации металлографических образцов
XQ-2B Машина для инкрустации металлографических образцов -
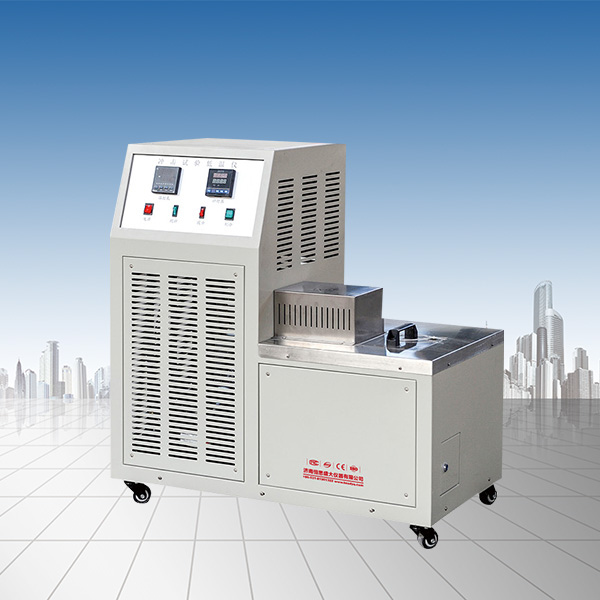 DWC-60 Низкотемпературный резервуар для испытаний на удар
DWC-60 Низкотемпературный резервуар для испытаний на удар -
 HBS-3000 Электронный твердомер по Бринеллю с цифровым дисплеем
HBS-3000 Электронный твердомер по Бринеллю с цифровым дисплеем -
 Металлографический отрезной шлифовальный круг
Металлографический отрезной шлифовальный круг -
 3E Микрокомпьютерный высокоскоростной анализатор элементов
3E Микрокомпьютерный высокоскоростной анализатор элементов -
 HW-2002D высокоскоростная пилотная печь инфракрасный анализатор углерода и серы
HW-2002D высокоскоростная пилотная печь инфракрасный анализатор углерода и серы -
 JB-300b Полуавтоматическая машина для испытаний на удар
JB-300b Полуавтоматическая машина для испытаний на удар -
 HW-2002B высокочастотный инфракрасный анализатор углерода и серы
HW-2002B высокочастотный инфракрасный анализатор углерода и серы -
 LMP-3S Двухдисковый автоматический шлифовально-полировальный станок
LMP-3S Двухдисковый автоматический шлифовально-полировальный станок -
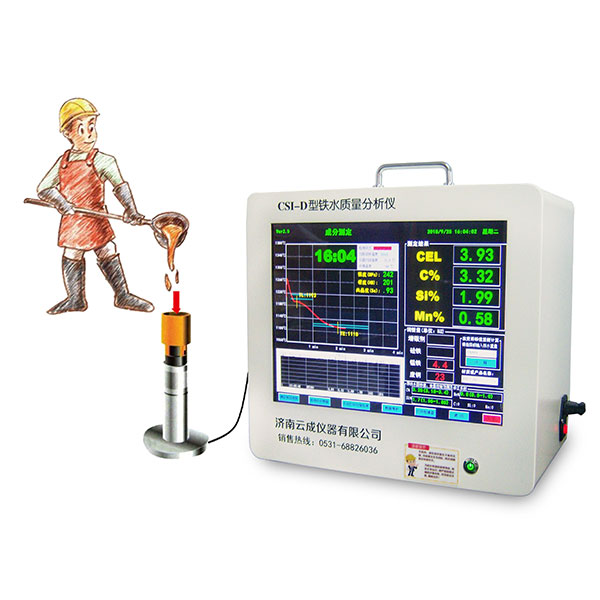 CSI-D Интеллектуальный анализатор углерода кремния марганца
CSI-D Интеллектуальный анализатор углерода кремния марганца -
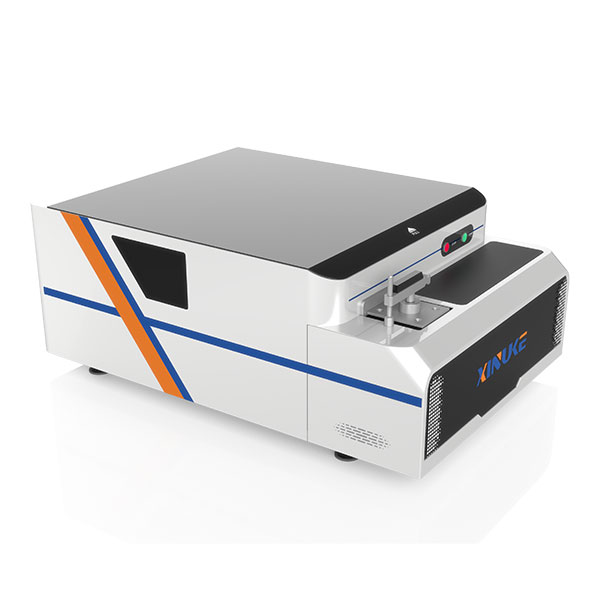 Полный спектр анализатора спектра с прямым считыванием
Полный спектр анализатора спектра с прямым считыванием -
 HRS-150 Цифровой твердомер по Роквеллу
HRS-150 Цифровой твердомер по Роквеллу
Связанный поиск
Связанный поиск- Твердомер Бринелля
- Дешевая маятниковая сваебойная машина км
- Маятниковая ударная машина образец цена
- Производители маятниковых сваебойных установок с датчиками
- Китай универсальная испытательная машина itc
- заключается 222
- Производитель машин для испытания давлением
- OEM Беспроводной термометр Производители
- Китай CSI-II углерода и кремния анализатор производителей
- Оптовая продажа твердомеров роквелла гост
Пожалуйста, оставьте нам сообщение
-


-


-



WeChat
