


Ударная испытательная машина
Когда говорят ?ударная испытательная машина?, многие сразу представляют себе просто тяжелый молот, который бьет по образцу. На деле же, если копнуть, это целая система, где сам удар — лишь финальный акт. Часто сталкиваюсь с тем, что заказчики, особенно те, кто только начинает осваивать контроль качества материалов, фокусируются на максимальной энергии удара или кинематике бойка, совершенно упуская из виду подготовку образца, калибровку датчиков и, что критично, условия проведения испытания. Это как купить гоночный болид и забыть про качество топлива и состояние трассы. Результаты тогда получаются плавающими, и машину винят, хотя проблема часто в методике.
Что на самом деле скрывается за термином
В нашей практике подбор ударной испытательной машины всегда начинается с вопроса ?для чего??. Испытание на ударную вязкость по Шарпи или Изоду — это классика, но даже здесь есть нюансы. Например, для полимерных композитов при низких температурах нужна точная система охлаждения образца, иначе переход из хрупкого в вязкое состояние можно просто ?проскочить?. Машина должна это обеспечить. Мы как-то работали с партией конструкционного пластика для автопрома — заказчик жаловался на невоспроизводимость результатов. Оказалось, оператор не выдерживал время выдержки образца в охлаждающей среде перед испытанием. Сама же машина, та же ударная испытательная машина маятникового типа, была в полном порядке.
Еще один момент — поверка и калибровка. Стрелочный индикатор работы удара или современный цифровой датчик — это разные миры. В старых моделях часто люфт в оси маятника или износ тормозной системы дают погрешность, которую на глаз не определить. Поэтому мы всегда настаиваем на регулярных метрологических проверках. Помню случай с одним заводом, где машина лет десять работала ?как часы?, а потом выяснилось, что истинное значение поглощенной энергии было на 15% ниже показаний. Все партии металлопроката за эти годы… Страшно подумать.
Современные тенденции — это интеграция. Ударная испытательная машина уже редко стоит особняком. Ее данные часто напрямую идут в систему управления качеством цеха. Это требует не только аналоговых выходов, но и совместимости ПО. Тут важно смотреть не на красивые графики в рекламном буклете, а на возможность выгрузки сырых данных (raw data) для независимого анализа.
Из практики: где чаще всего ошибаются
Самая распространенная ошибка — неправильная подготовка надреза (надреза) на образце. Геометрия, острота вершины, шероховатость стенок — все это регламентировано стандартами (ГОСТ, ISO, ASTM), но в цеху часто используют затупившийся резец или фрезу, экономя время. Результат — завышенные значения ударной вязкости, маскирующие реальную хрупкость материала. Приходилось проводить целые семинары для технологов, чтобы донести, что машина лишь фиксирует последствия, а начинается все у станка.
Вторая проблема — крепление образца. Кажется, что ничего сложного: положил, зафиксировал. Но если опоры имеют следы износа или замасленности, образец в момент удара может слегка сместиться или просесть, что искажает энергопоглощение. В протоколах это не отразишь, а разброс в серии из пяти образцов будет велик. Рекомендую всегда визуально проверять опоры перед серией испытаний.
И, конечно, окружающая среда. Сквозняк в лаборатории, колебания температуры — для самых точных испытаний это важно. Особенно для композитов. Один наш клиент, ООО Цзинань Юньчэн Инструмент, обращал внимание на этот аспект при модернизации своей лаборатории. Их подход к поставке комплексных решений, а не просто оборудования, это подтверждает. На их сайте https://www.jnyc17.ru видно, что компания, основанная в 2009 году и специализирующаяся на аналитическом оборудовании, понимает важность воспроизводимых условий испытаний.
Не только металлы: расширение областей применения
Традиционно ударные испытательные машины ассоциируются с металлургией. Но сегодня их все активнее используют для испытаний полимеров, композитов, даже древесины и строительных материалов. Здесь появляются новые требования. Например, для пластиков часто нужен диапазон очень малых энергий, высокая чувствительность датчика. Или возможность быстрой смены бойков разной геометрии.
Интересный кейс был с испытанием сотовых заполнителей для авиационной промышленности. Стандартный маятник не подходил — требовался специальный боек с плоской ударной поверхностью и система высокоскоростной регистрации деформации. Пришлось искать производителя, готового к нестандартным решениям. Это как раз та ситуация, где важен не просто каталог, а инженерная поддержка от поставщика.
В этом контексте, кстати, подход компании ООО Цзинань Юньчэн Инструмент кажется логичным. Их ориентация на R&D и производство аналитических приборов предполагает более глубокое понимание задач клиента, чем у обычного дистрибьютора. Для сложных, нестандартных испытаний это критически важно.
Цифровизация данных и ?подводные камни?
Переход с аналоговых стрелочных приборов на цифровые системы сбора данных — благо, но со своими рисками. Цифровая ударная испытательная машина выдает красивый график силы-перемещения, позволяет рассчитывать десятки параметров. Но здесь возникает соблазн слепо доверять ?цифре?. Алгоритмы интегрирования, фильтрации сигнала, определение точки начала удара — все это настраивается в ПО. И если настройки по умолчанию не соответствуют, скажем, высокоскоростному удару по вязкоупругому материалу, результаты будут некорректными.
Приходилось сталкиваться с ситуацией, когда два разных программных пакета от двух производителей машин давали расхождение в 7-8% для одного и того же образца. Разбирались долго — проблема была в разном алгоритме компенсации инерции системы. Поэтому сейчас при приемке любой новой цифровой машины мы проводим серию контрольных испытаний на эталонных образцах, сверяя не только итоговое значение энергии, но и всю осциллограмму удара.
Это та область, где поставщик должен предоставлять не просто доступ к ПО, а полную документацию на методы расчета. Способность компании-производителя дать такую прозрачность — показатель серьезности.
Мысли вслух о будущем таких испытаний
Сейчас много говорят о симуляции и цифровых двойниках. Мол, зачем бить по реальному образцу, если можно смоделировать. Но, по моему опыту, ударная испытательная машина еще долго останется незаменимой для валидации этих самых моделей. Компьютерная модель должна откалиброваться на реальных данных, а они должны быть максимально достоверными. Так что роль физического эксперимента только возрастает, но требования к его точности становятся выше.
Видится развитие в сторону гибридных систем: машина, которая не только проводит удар, но и в реальном времени корректирует параметры удара на основе предварительного неразрушающего контроля образца (например, термографии или акустической эмиссии). Или комплекс, где одна машина готовит образец (делает надрез с контролем геометрии), а другая — испытывает, и все это в автоматическом цикле.
В конечном счете, все упирается в потребность промышленности в абсолютно предсказуемых материалах. А предсказуемость рождается из миллионов точных, воспроизводимых измерений. И здесь каждая деталь — от твердости материала бойка до алгоритма в софте — работает на этот итог. Как и компании, которые, подобно ООО Цзинань Юньчэн Инструмент, фокусируются на полном цикле от разработки до поставки, понимая, что надежный результат строится на всех этапах, а не только на моменте удара.
Соответствующая продукция
Соответствующая продукция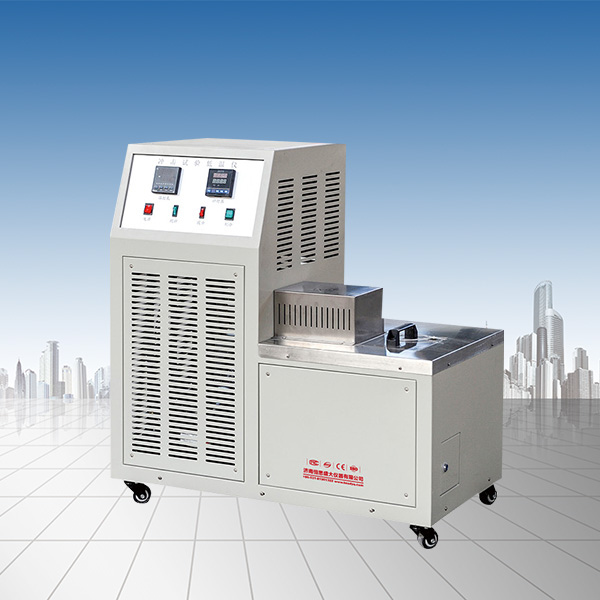






Самые продаваемые продукты
Самые продаваемые продукты-
 4E Микрокомпьютерный высокоскоростной многоэлементный анализатор
4E Микрокомпьютерный высокоскоростной многоэлементный анализатор -
 HVS-1000A Автоматический турельный микротвердомер
HVS-1000A Автоматический турельный микротвердомер -
 HV-1A Автоматический турельный микротвердомер
HV-1A Автоматический турельный микротвердомер -
 YC-500 Твердомер Лееба
YC-500 Твердомер Лееба -
 TM-2002B Плавильный термометр с большим экраном
TM-2002B Плавильный термометр с большим экраном -
 TM-2002C Беспроводная система измерения температуры плавления с большим экраном
TM-2002C Беспроводная система измерения температуры плавления с большим экраном -
 Металлографический материал для горячей инкрустации
Металлографический материал для горячей инкрустации -
 XQ-2B Машина для инкрустации металлографических образцов
XQ-2B Машина для инкрустации металлографических образцов -
 Быстродействующая термопара
Быстродействующая термопара -
 Наждачная бумага, шлифованная водой
Наждачная бумага, шлифованная водой -
 Фиксированная карбоновая чашка
Фиксированная карбоновая чашка -
 TM-2002 Портативный цифровой термометр
TM-2002 Портативный цифровой термометр
Связанный поиск
Связанный поиск- Производители общего тестирования на машинах mind 5
- Завод универсальной электрогидравлической сервомеханической испытательной машины hs 2000t
- Маятниковая сваебойная машина км 30 цена
- Производители универсальных твердомеров бринелля
- Китай большой экран беспроводной плавления пирометр завод
- Высокое качество интеллектуальный анализатор экспорт
- Купить термометр поставщики
- Отличный измеритель твердости металла по роквеллу
- Ведущие поставщики высокотемпературный термометр
- Отличная универсальная электрогидравлическая сервомеханическая испытательная машина hs 2000t
Пожалуйста, оставьте нам сообщение
-


-


-



WeChat
